FM90を使ったポイントマシン
開発の経緯
息子から、「PECO社製ポイントマシンは入手しにくく価格も高い。安くて入手性の良い材料で自作できないか?」との相談を受けました。
PECO社では古くからソレノイド方式のポイントマシン(PECO PL-10)を販売していますが2000円程度するようです。
駆動するには瞬間的にAオーダーのかなり大きな電流が必要です。
電源電圧が低めだったり、流せる電流が十分でないとポイント切替を失敗することがあるようです。
これとは別に PECO PLS-100 smartswitch set も発売されています。
これはサーボ4つと制御用マイコンボードのセットで1万円以上するようです。
そこで駆動回路も含めて1000円以下、できれば500円を開発目標として検討を開始しました。

FM90を選択した理由
駆動が簡単で安価になりそうなのはDCモーターです。
ですがPECO社のポイント切替には実測すると100gF程度の力が必要なため、安価な小型モーター直結では無理なことがわかりました。
サーボモーターは小型でギア内蔵のためトルクは十分です。ただし回転の終点位置の指定が少しでもオーバーすると大きな電流が流れて過熱やギア破損の可能性があります。
位置を正確に指定するためにPECO社のPLS-100のようにスイッチや表示器を付けたマイコンボードが必要になるのでかなりコストアップしそうです。
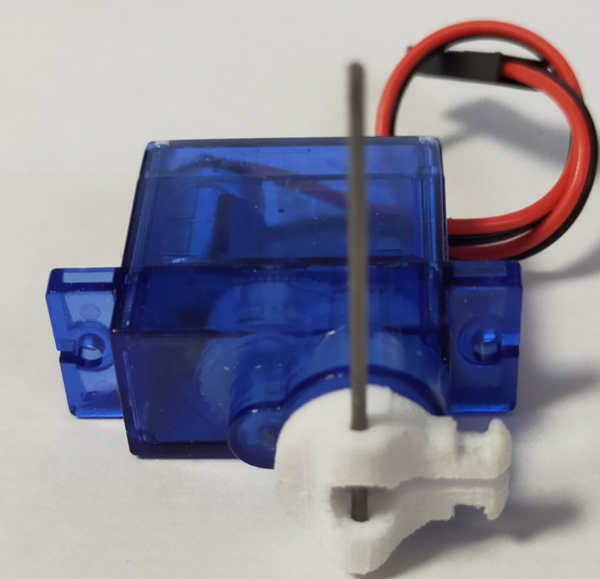
そこでいつものように困ったときは秋月電子通商!、で見つけたのがFM90です。

これはRC飛行機などに使われるサーボと異なり、モーター+ギアだけでサーボ回路は入っていません。そのため250円(秋月電子通商 2021/6月時点)と非常に安価かつ小型です。
モーターの定格電圧は5V近辺ですが、サーボ回路経由ではないので電圧を下げて適切なトルクになるよう調整できます。
1V程度まで電圧を下げればトルクが小さいので、端点に達して回転が止まった後まで通電しても問題がありません。
スイッチの変化毎にマージンを加えた長めのパルス幅でモーターに通電すれば良いので制御が簡単になります。
製作動画
FM90とPECOポイント間の接続方法や駆動回路をいろいろ検討し、息子に提案したら新規レイアウトで全面採用となりました。
susukuma鉄道模型チャンネルの動画「PECOポイントマシンを自作する」でFM90を使ったポイントマシンの製作方法、設置方法を公開しています。

ピアノ線固定方法
[1] DMM.makeから購入
製作動画で使っている3Dプリント部品の改良型を MDD.make (出品者名 ichikuma) から購入できるように登録しました。
安価なレジンはランナー付きだと造形上の問題があるとの理由で製造不可になっていたそうです。
気づきませんでした。 選択できる樹脂からエコノミーABSライクを除外し、DMM.makeに問い合わせてお勧めのPA12/MJF(ナイロン系)を追加しました。
それにしても当初よりずいぶん値上がりしました。
3Dプリンタを使わず自作したい場合は下記【2】ダイソーのエポキシパテを使う方が断然安価です。
2022/8/25追記
DMM.makeの安価な新素材の試作品が発注から13日目に届きました。
エコノミーレジン製は設計寸法よりかなり縮んだ仕上がりで無加工では使用できませんでした。
ですがΦ4.5mmと1.0mmのドリルで穴を広げたらFM90とΦ1.0mmのピアノ線を取付できて使用可能です。
エコノミーナイロン製はナイロン製とほぼ同様の仕上がりで問題なさそうです。
価格重視で仕上げ加工をいとわないならエコノミーレジン、無加工で使うならエコノミーナイロンが良さそうです。
なおエコノミーレジンのみわずかに拡大した設計データで別登録することも考えましたが、今後の製造ばらつきは不明のため現状のままとします。悪しからず。
2022/8/13追記
DMM.makeの価格改定で上記の価格(ナイロン樹脂)がかなり高くなっていましたが、安価な新素材が追加されたので利用申請し、種類欄でエコノミーレジンとエコノミーナイロンも選べるようにしました。
ただし強度や硬さ、精度など未確認なので試作依頼中です。
OKか確認できましたらまた追記します。
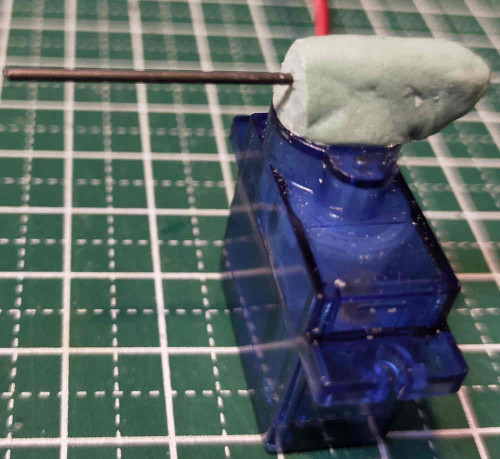
[2] エポキシパテで自作
100円ショップなどで売っているエポキシパテで自作することもできます。
100円ショップの接着剤コーナーでエポキシパテが見つからない時はDIY用品や自転車用品の棚を探してみてください。
ピアノ線を出力軸の上に置いてエポキシパテを被せて固定します。
FM90のボディーにくっつかないようにするにはボディー側に油や石鹸を塗るか、アルミ箔を挟んで固着を防ぎます。
詳細は以下の資料を参照してください。
==>Epoxy_putty.pdf (susukuma鉄道チャンネルのコミュニティページに掲載したpdf資料です。)
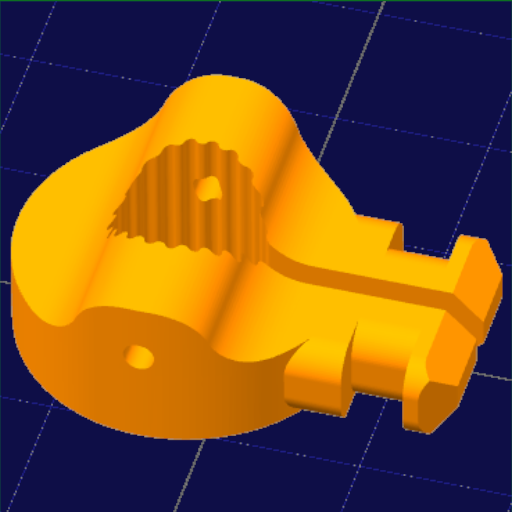
[3] 3Dプリンタで自作
3Dプリンタで自作したい方のためにSTLデータを公開します。
スライサーソフトの設定や使用するフィラメントの種類など条件によって穴径が微妙に違ってくると思うので後加工やスライサーソフトのスケール変更機能で調整してください。
私はFDM方式の3DプリンタでABS樹脂を使用しています。PLA樹脂はABS樹脂に比べて固いため軸穴を少し広げないと嵌めにくいかもしれません。
逆に軸穴が緩い場合は突起部を細い針金や糸で結束して締め付けることができます。
ピアノ線挿入用のΦ1.0mmの穴も小さければΦ1.0mmのドリルで仕上げ加工し、逆に緩いようなら瞬間接着剤で固定してください。
駆動回路
PECO社ポイントの駆動に必要な力は100g程度です。
これを元にFM90の特性を実測して駆動電圧の目標を設定しました。
FM90の回転開始電圧は0.35V近辺、1Vの時のトルクは約500g・cmでした。
FM90回転軸中心からポイント駆動点までの距離
= FM90の厚み/2+台板厚+ポイント下面から作用点までの距離
≒ 0.6 + 台板厚 + 0.2 (cm)
従って台板厚が1.5cmでも必要なトルクは 2.3cm✕100g = 230g・cmです。
1V駆動でもトルクマージンは2倍以上になります。
DCモーターはトルクが電圧比例なので、5V定格に対し1Vで使えばポイント切替後に多少長めに通電してもすぐに壊れることはなさそうです。
というわけで、駆動電圧目標を1Vとしました。
一方、以前からPECO社のポイントマシン(PL-10)の駆動回路としてトグルスイッチとコンデンサを使う方法があちこちで紹介されていました。
Nゲージ模型で使われる12Vから15Vの電源を使っても直列に抵抗を入れればFM90にかかる電圧を調整できるのではないかと考えました。
いろいろ実験した結果、以下の構成で安価、動作確実で電流も少ないポイントマシンができました。
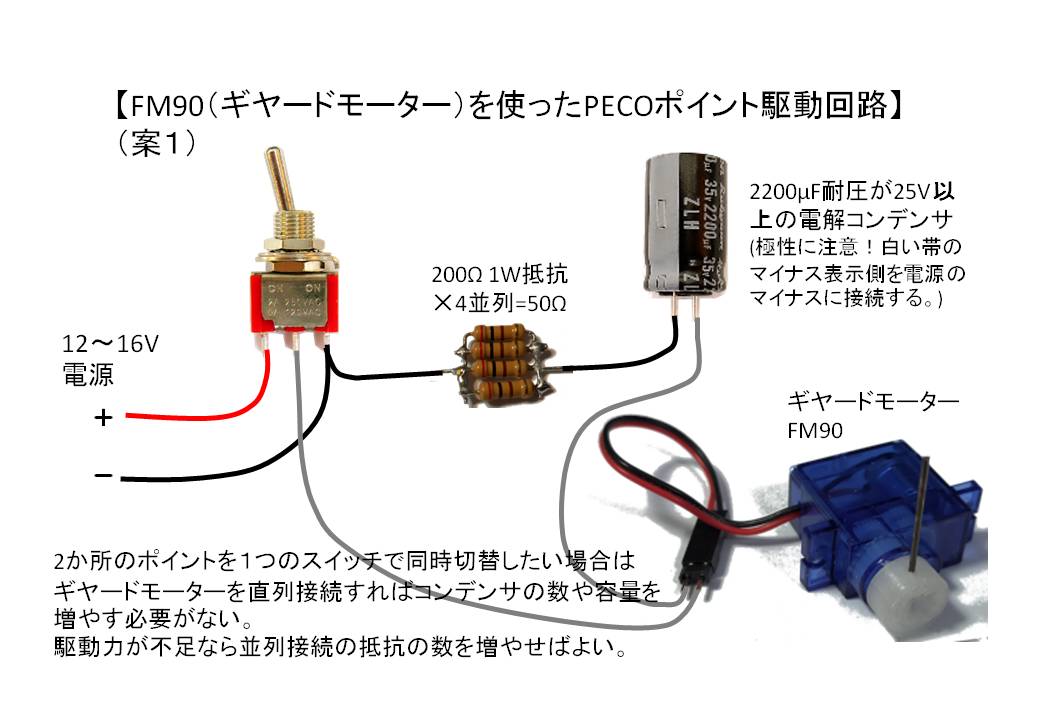
停止状態のモーターの抵抗は5Ω程度なので50Ωの抵抗と直列にしてモーターにかかる電圧を1V程度に抑えています。
スイッチ切替時のモーター駆動時間は抵抗値✕コンデンサ容量(CR時定数)にほぼ比例します。
(50Ω+5Ω)と2200μFの組み合わせで100msec程度の間モーターに電流が流れ、確実にポイントを切り替えることができます。
1つのスイッチでポイントを2個同時切替する場合は2個のFM90を直列に接続します。
50Ω抵抗に対してモーターの抵抗は1/10と小さいので2個直列接続しても電流は1割程度しか減少せず問題なく切り替わるようです。
抵抗を200Ω1Wの4本並列接続にしている理由は安価(100本パックが200円@秋月電子通商)な事と、同じ200Ωの本数の増減で電流を調整したいためです。
例えばFM90を4個直列にして同時駆動したいという場合、並列接続の200Ω抵抗を2本ぐらい増やせば電流値を補正できます。
(200Ω/4+5Ω ≒ 200Ω/6+5Ω✕4)
電源電圧が低い場合も同様に電流値の補正ができます。
ただし、FM90も含めた経路全体の抵抗値が下がるとコンデンサの充放電時間が短くなるためモーターの駆動時間が足りなくなる可能性があります。
その場合はコンデンサの容量追加が必要になるかもしれません。
使用する抵抗は1W型ではなく1/2Wや1/4Wの小型抵抗でも電流の流れる時間が短いので過熱することはありません。
しかし瞬間的でも定格電力を超えると熱膨張(ヒートショック)による劣化が心配です。
ですので1W 200Ωの並列接続がおすすめです。
( 200Ω抵抗1本のピーク電流時のW = Vr✕Ir = 12V✕(200Ω/4)/(200Ω/4+5Ω) ✕ 12V/(200Ω/4+5Ω)/4 ≒ 0.6W )
なお、調整なしで抵抗1個にしたい場合はパルス電流に強いセメント抵抗(50Ω5W 30円@秋月電子)が良いと思います。
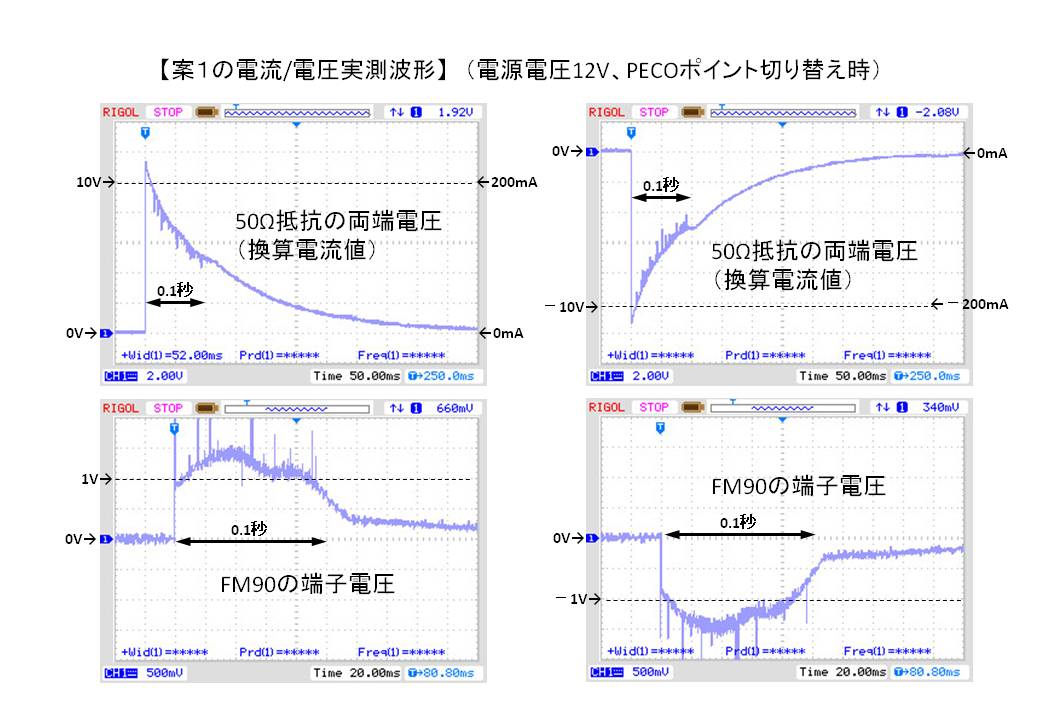
駆動時電圧電流実測値
PECO社製ポイントを実際に切り替えている時のモーター入力端子の電圧と電流(50Ω抵抗端子電圧から換算)をオシロで実測してみました。
計測値がプラス側に振れているグラフはトグルスイッチを電源のマイナス側からプラス側に切り替えた瞬間のグラフです。
計測値がマイナス側に振れているのがトグルスイッチを電源のプラス側からマイナス側に切り替えた瞬間のグラフです。
モーター駆動時間が約100msec、電圧が1Vから1.5V程度、電流のピーク値が230mA程度となっていて非常にいい感じです。
耐久試験
息子から動作の確実性が重要と言われていたので、たった1個ですが耐久試験をしてみました。
PECO社製ポイントをFM90で10万回切り替えてまったく問題ありませんでした。
以下、詳細です。
トグルスイッチをPICマイコン(PIC16F18346)+フルブリッジドライバ(A4953)に置き換えて1秒間に2回のレートでポイント切替の連続運転をしました。
厳しめの耐久試験ということでトルクが強めの条件として電源電圧は高めの15.5V、FM90とPECO社ポイント間の距離(取り付けたボードの厚み)を厚めの14.5mmとしました。
ピアノ線とFM90間の固定は初期の3Dプリント部品(止めネジ方式)を使用しました。
ポイント切替回数が10万回を少し超えたところ(13時間56分)で終了にしました。
上記でテストできていない項目としてトグルスイッチの劣化やアルミ電解コンデンサの経時変化による容量抜けが考えられますが、高温環境や大電流で使うわけではないのでNゲージ用途では問題なさそうです。
またDMM.makeで販売中のスナップ式3Dプリント部品やエポキシパテで自作するピアノ線ホルダーは止めネジ方式と違ってFM90の出力軸の歯車にかみ合う固定方式なので緩みの問題は出にくいだろうと推測しています。
部品リスト
主な部品は秋月電子通商の通販で入手できます。(2021年6月に確認)| 種類 | 購入単位価格 | 秋月電子通販コード | コメント |
|---|---|---|---|
| ギヤードモーター FM90 | 250円 | M-14801 | |
| 3Pトグルスイッチ | 80円 | P-03774 | |
| 電解コンデンサ2200uF 35V | 50円 | P-05752 | |
| カーボン抵抗200Ω 1W(100本入り) | 200円 | R-07971 | |
| 片面ユニバーサル基板 | 40円 | P-12190 | |
| 2.54mmピッチ ピンヘッダ1✕40 | 35円 | C-00167 | FM90コネクタ接続用、2ピンに切り離して使用 |
その他、Φ1.0mmのピアノ線、配線材、エポキシパテまたは3Dプリントのピアノ線固定部品が必要です。
FM90の代替品としてRCサーボは使えるか?
今のところ秋月電子通商のFM90の在庫は潤沢なようですが、もし入手困難になった場合は 小型RCサーボ(例:FS90)の裏蓋を外し、モーターをサーボ回路から切り離し、モーター端子を直接外に引き出せばFM90と同じように使えるでしょう。
その場合サーボの回転範囲は360度ではないため、出力軸にピアノ線を固定する方向に注意する必要があります。